

第一章 技术参数
第二章 设备特点
第三章 自控详情
第四章 设备安装
第五章 常见故障处理
第六章 设备图纸
第七章 联系我们
前 言
感谢贵公司购买ZNXT0903-PH3系列智能稀释加药系统。
为了确保您的正确使用,请在使用前,仔细阅读此说明书。
ZNXT0903-PH系列产品,是严格按照国家有关质量标准,进行设计制造的高质量食品级药品添加设备。所有元器件均来自国际一流知名品牌,并经过严格全面的筛选。
本公司新推出的ZNXT0903-PH3系列智能稀释加药系统,混合部分采用本公司自主研发的静态混合器混合,控制部分采用智能化控制PLC模块,机体部分及所有管线全部采用标准304不锈钢卫生管,整个系统具有性能优越、安全可靠、操作简便等一系列优点。
售后服务与保修:出厂设备在正常使用的情况下,保修期为一年。
技术参数

ZNXT0903-PH3型智能稀释加药系统
|
类别 |
注释 |
|
工作电压 |
交流(AC)380/220V四相电; |
|
环境温度 |
最高45℃,最低-5℃ |
|
输出压力 |
0.6MPa |
|
设备功率 |
1.5~2.5KW |
|
绝缘电阻 |
≥20MΩ |
|
工作方式 |
连续 |
|
设备主体规格 |
3000×2000×1500mm |
|
精度控制 |
±2% |
设备特点
卓越的设备工艺设计
ZNXT0903-PH3系列稀释加药设备全部采用食品级卫生管道、活接口连接;外壳采用304不锈钢机体,整机性能卓越。
件、泵、阀门均采购自国外一线品牌

西门子公司是全球最大的自动化相关设备的供应商。ZNXT0903-PH系列选用其最为成熟的S7-200 226 PLC作为设备的“大脑”,并配套西门子公司在2012年8月份才刚刚发售的新型SMART LINE 700 触摸屏。

施耐德电器是全球知名的能效管理专家,至今已为100多个国家提供过能源基础设施、工业、数据中心及网络、楼宇和住宅市场的整体解决方案。ZNXT0903-PH系列全部的电子元件(空气开关、继电器、交流接触器及热继电器等)均来自施耐德。

日本CKD是是日本CKD株式会社投资的气动公司,主要制造气源处理三大件、气缸、电磁阀等自动化产品。其产品在业界素有好评,并以坚固、稳定、牢靠、高性价比著称。ZNXT0903-PH系列全电磁阀、气动阀均采购于此公司。
ABB集团位列全球500强企业,集团总部位于瑞士苏黎世。ABB由两个历史100多年的国际性企业瑞典的阿西亚公司(ASEA)和瑞士的布朗勃法瑞公司(BBC Brown Boveri)在1988年合并而成。ABB集团业务遍布全球100多个国家,拥有13万名员工。ZNXT0903-PH系列关键部分所用电机均采购自ABB。
人性化
采用STL编程方式

采用STL编程,极大的优化了编程步骤,相对梯形图来说,SLT消除了重复性的逻辑运算,减少了PLC的运行负荷,降低了故障率及BUG出现的概率。
新型静态管道混合器
蛋白分离剂(絮凝剂)能否按一定比例与水充分混合,混合后的溶液能否可以与物料进行充分混合,蛋白分离剂(絮凝剂)是否可动态的、精确无误的加入预处理物料的系统中是衡量设备性能高低的关键。由于高分子聚合物本身具备的高粘度特性,而且一般只需50-100PPM就可以达到比较理想的分离效果,所以必须进行一系列的混合技术创新,才能达到预期目的。

新型静态管道混合器:由单孔道左、右扭转的螺旋片组焊面成,它的最高分散程度≤10μm。

静态混合器与传统的混合设备相比,具有流程简单,结构紧凑、能耗小、投资少、操作弹性大、不用维修、混合性能好等优点。由于ZNXT0903-PH3设备中大量使用新型管道混合器的缘故,使设备整体功耗与传统的搅拌罐+搅拌器的组合相比,能耗降低了70%,混合效率提高了85%,且免维护;新型管道混合器的成功应用,是蛋白分离剂(絮凝剂)实现在线添加,且能够充分混合的基础。
实时动态的稀释添加系统
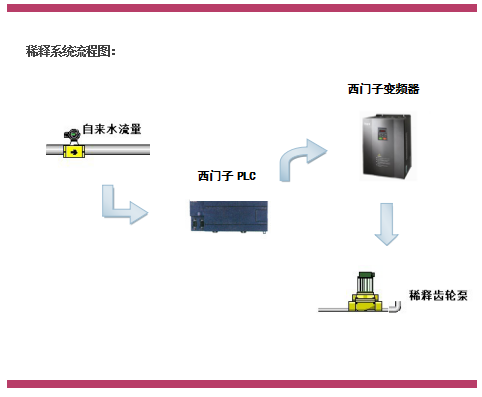
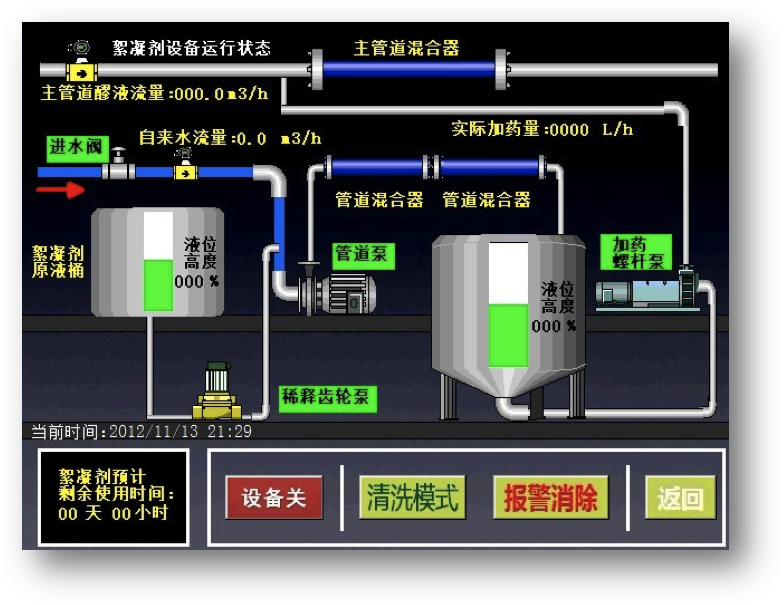
首先,安装在自来水管的流量计会把测得的流量信号,传递西门子PLC进行运算,然后PLC可根据水流量的大小,准确计算出添加量,并通过模拟量信号传给变频器,变频器通过变频调节,自动调整稀释齿轮泵的转速,以确保即使在水流量忽大忽小、水压忽高忽低的情况下,稀释的比例仍旧保持恒定不变。
加药系统流程图:

同理,物料管道上面的流量计,会实时把测得的物料流量信号传递给西门子PLC进行运算,然后PLC可根据物料流量的大小,以及用户设定好的添加比例,计算出最佳添加量,并通过模拟量信号传递给变频器,变频器通过变频自动调节,加药螺杆泵的转速,即使管道物料流量在极不稳定的情况下,也能确保蛋白分离剂(絮凝剂)与物料的添加比例保持始终如一,恒定不变。同时在物料流量为零的情况下,设备能实现自动停止添加。在设备节省药剂的同时,变频调节还可以有效的降低电耗,实现节能减排。
自控详情
设备模式
ZNXT0903-PH3是一套全型智能稀释加药系统
设备互锁
为使ZNXT0903-PH3型智能稀释加药系统最大限度的避免操作人员,因操作失误,可能对设备造成不必要的损坏;我们在程序设计的过程中,加入了互锁功能。例如:齿轮泵的启动条件为:电磁阀与管道泵必须先行开启(管道泵可根据实际水压情况,在系统设定中开启或是关闭)。若在未能完全满足此条件的情况下,便强行启动齿轮泵,则系统会忽视该项操作。
同理,启动管道泵的先决条件为:必须首先启动电磁阀,然后再启动管道泵;反之,系统将先启动管道泵的操作,视为无效操作。这就是系统为避免人为的操作失误,而设置的互锁功能。
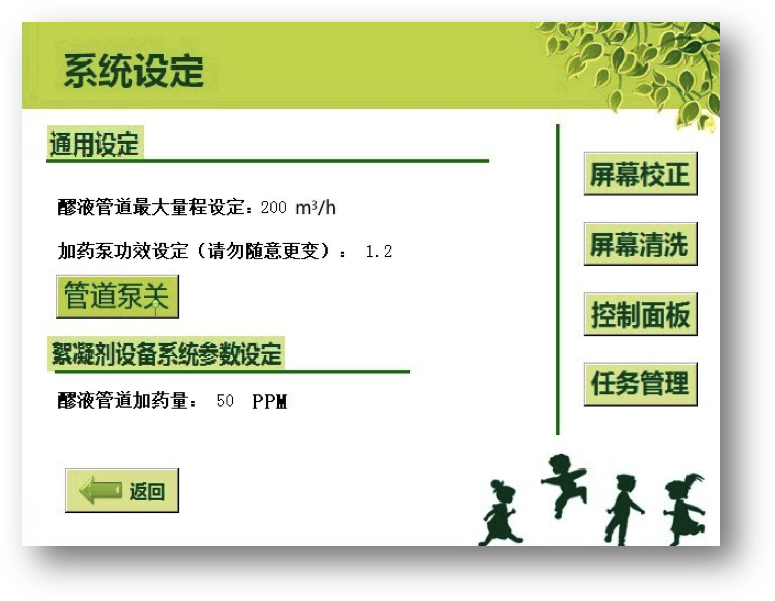
系统自控详情
ZNXT0903-PH3型稀释加药设备的自控系统,主要由四个部分组成,自动化初始检测控制系统,循环配药系统,故障报警系统,以及换药提醒警报系统。
首先,让我们先来看看,什么叫自动化初始检测控制系统,所谓自动化初始检测控制系统,就是设备在停止状态下,突然改为运行状态,设备PLC自动控制系统,通过读取各传感器的数值后,经过内部CPU计算和分析,瞬间对设备做出准确而有效的控制动作。
例如:在设备停止运行状态下,储存搅拌罐内仍剩余大约40%的稀释药品。那么,在系统启动时,CPU通过自动检测储存罐内的压力传感器得知,物料高于30%,所以循环配药系统不需启动;此时,循环配药系统仍为停止状态。直至,储存罐内的稀释液位低于30%时,压力传感器就会发出信号给CPU,配药系统才会自动开始正常运行。
循环配药系统:为了延长设备的使用寿命,在设计时我们将设备的配药速度,设定为三倍于加药速度。这就意味着设备的稀释系统,并非一直处于工作状态。
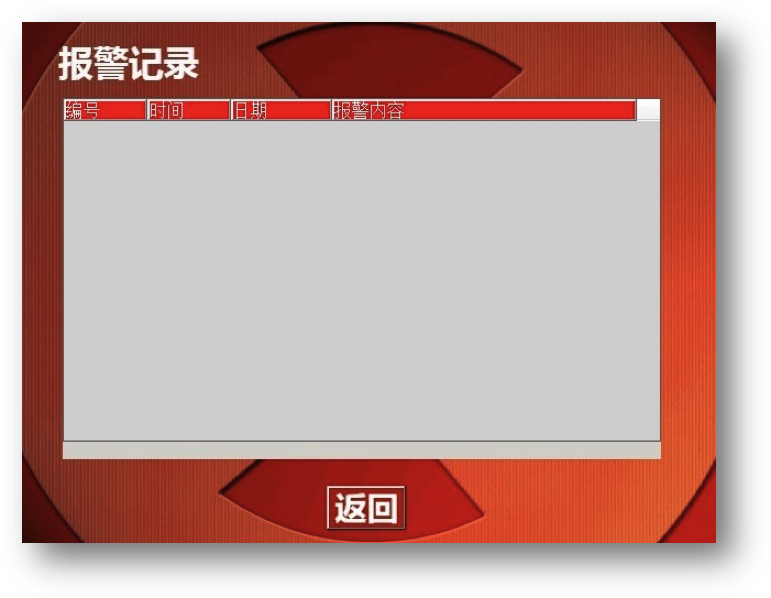
设备的故障报警与加药提醒系统:消除报警,可以通过触按,设备面板上面的“消音按钮”实现。
自动停车系统
为了使设备使用更为方便,ZNXT0903-PH3内置自动停车系统。PLC将会实时检测来自物料管线的流量信号,一旦物料管线停止送料(设备突发故障、停产检修状态),则设备自动停车,无须人工任何操作。等待物料管线恢复送料则系统立即自动恢复运转。
与此同时,PLC也将会检测自来水流量信号,一但停水,设备将会报警并停止工作。
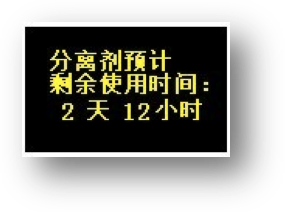
药品使用剩余时间计算为方便使用部门估算换药时间,ZNXT0903-PH3支持药品使用剩余时间显示功能。
设备互锁功能,仅在手动模式下有效。
这里所指的加药速度,是指主管道在最大流量时,所需的加药量。
稀释系统包括:电磁阀,管道泵,齿轮泵,管道混合器以及搅拌罐,。
故障报警与加药提醒系统,包括触摸屏上相应图标闪动,文字提醒与声光报警灯频繁闪烁。

![]()
|
类别 |
注释 |
|
工作电压要求 |
交流(AC)380/220V三线四相电; |
|
环境温度要求 |
最高45℃,最低-5℃ |
|
设备功率 |
0.6-2.5KW(变频节能) |
|
输出压力 |
0.6MPa |
|
气源压力要求 |
0.4-0.8MPa |
|
气源管径要求 |
DN25(管线材质不限) |
|
自来水压力要求 |
0.1-1MPa |
|
自来水管径要求 |
DN25(管线材质不限) |
|
加药管线 |
DN25,管线必须使用304/316不锈钢 |
|
IBC吨桶尺寸 |
1200*1100*1100mm |
|
IBC吨桶容积 |
1100L |
|
设备主体规格 |
3000×2000×1500mm |
|
添加精度 |
±2% |
常见故障
触摸屏上面显示气动阀故障该如何处理?
气动阀故障引起的原因有很多种,需要逐一排除:
1、气源是否有气
2、检查PLC故障(查看与之相对应的输出点)
3、气动阀自身故障(联系生产厂家)
加药螺杆泵停止动作该如何处理?
螺杆泵如停止动作,请按以下方式处理:
1、查看IBC药桶是否有蛋白分离剂(絮凝剂)。
2、物料管线是否有流量。
3、电机、减速器故障(联系生产厂家)
设备本身全无反应,但触摸屏仍正常工作怎么办?
1、是触碰到了“急停”2、PLC上面的SF/DIAG故障报警灯是否亮起。
3、变频器上是否有红灯频繁闪烁。
4、自来水管是否有水。
5、气源是否有气。
6、用万能表测量电压,检测电压是否平稳。
7、查寻管道是否有堵塞情况发生。
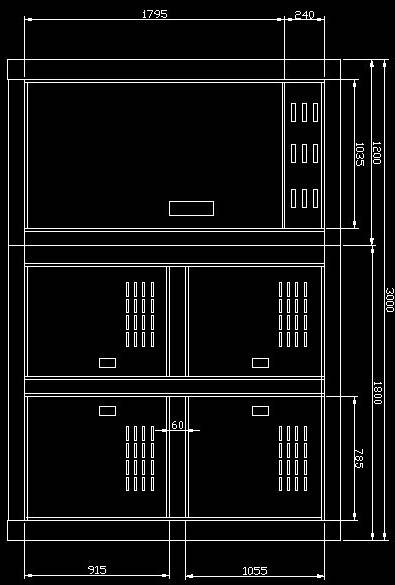
设备图纸
正面
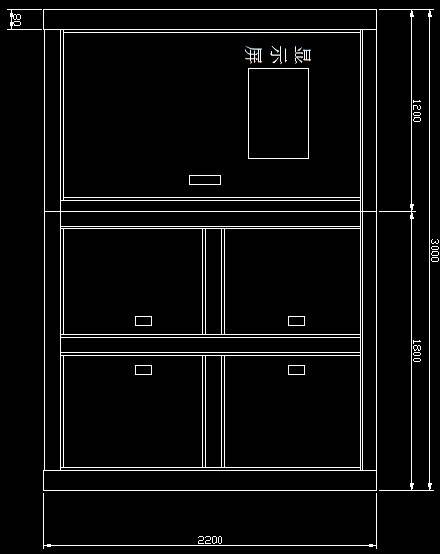
背面
联系我们

